Uses for a Boring Bar
The holes for sterntubes, rudder tubes and any other long, large diameter holes that require accurate alignment are best cut with a boring bar. The efficiency of this simple tool has always been a source of wonderment to me, not least because of its uncanny ability to correct misalignment of the pilot hole into which it is inserted.
How to Build One
The boring bar is simply a length of cold rolled steel bar into which cutters of varying length can be fitted. One end of the bar is turned down to 1/2" diameter to fit the chuck of an electric drill, essentially creating an internal lathe.
The bar I use most frequently for sterntubes is 1" in diameter, 10 ft long, and is bored in several places for 1/4" diameter cutters. I also have a selection of shorter ones that were made up to suit particular jobs such as rudder ports and keel bolt countersinks.
Cutters are best made of a high carbon steel so that they keep their edge. Old drill bits ground to the section shown make good cutters. (See Figure 1.) They are held in place by an allen screw tapped into the bar. If holes much over a couple of inches diameter are required, the cutter diameter should be increased to 5/16" for extra strength.
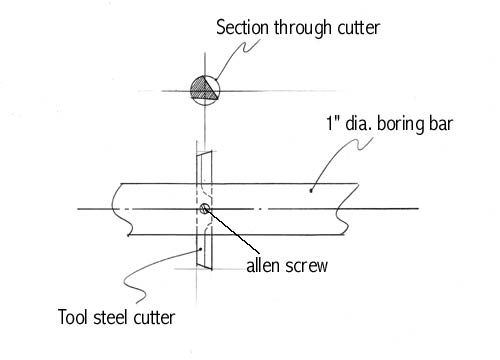 Figure 1. Cutter blade
Figure 1. Cutter blade
I have always used double ended cutters as shown in the sketch, although I see some builders using single sided cutters that can be moved in and out to suit the diameter required. If double sided cutters are used, a series is required, going up in increments of about 1/4" to the final diameter.
The Bar in Action
Pilot hole
A pilot hole must be bored first, using a long extension drill with a conventional drill bit. Depending on the length of the hole, I might start with a 3/4" diameter drill set up in as accurate a boring jig as I could devise.
It is always easier to bore the pilot hole in the deadwood before the boat is framed and planked, while there is still easy access to both ends. In fact there is nothing wrong with boring in from either end and meeting in the middle. Any mismatch in the hole can be cleaned out later as it is enlarged. This first hole must now be opened up to a sufficient diameter to take the boring bar. I have a six foot long, 1 1/8" diameter extension drill which I use for this purpose.
If the boat has a split shaft log, it is easy to create a pilot hole by cutting a groove in either side of the log before assembly. So easy, in fact, it feels a little like cheating.
Aligning the bar
Once we have a hole with clearance for the boring bar, it can be inserted and carefully aligned. The beauty of a long bar is that it can be run through to the engine beds and located precisely, vertically and athwartships. Where it emerges from the sternpost outside it should be centered exactly and wedged in place. It doesn't matter if it is not centred in the pilot hole, that is the beauty of the thing. It does not follow the existing hole, but instead runs concentric with its own axis.
Bearings
Bearings are now set up to hold the bar in its correct alignment. These can be simple oak blocks bored for a good tight fit on the bar and lubricated with a squirt of oil, or proper plumber blocks with ball bearings. Either way, bearings should be mounted solidly at either end of the deadwood and additional bearings should be fixed farther out to prevent whipping of the bar as it is run through.
Occasionally it will be found that the pilot hole is poorly aligned and the bar cannot be set up on the shaft line. In this case get it as close as possible and make the first cut. Then once there is more room in the hole, the bar can be adjusted to its proper location for the remainder of the operation. (See Figures 2 and 3.)
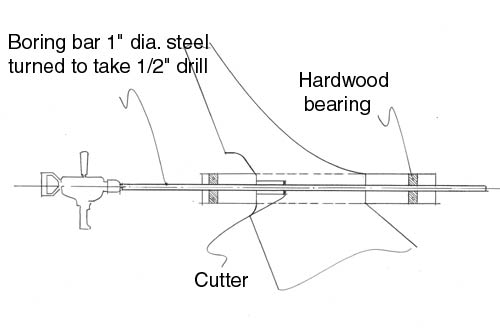 Figure 2. Schematic of boring bar in action
Figure 2. Schematic of boring bar in action
Successive Cuts
Insert the first cutter, lock it good and tight, attach a slow turning electric drill of at least 1/2 HP and watch the cutter munch its way through. It should not be necessary to push hard on the drill. If the cutter is sharp, a gentle pressure will result in the cleanest, straightest cut. Pull out frequently to clear the chips, at least while the hole is small. Later on when the hole has more volume, this is less important.
 |
 |
Figure 3. Boring for the stern tube of a 44 ft fishing vessel at the yard of John Moor, Mevagissey, Cornwall. Left shows the inboard end of the hole; right is outside. In between is eight feet of oak stern post and deadwood. The final diameter of the hole will be close to five inches.
Increase the cutter size until the required diameter is reached. Remove the bar and test the fit on the actual tube. It doesn't want to be loose, just a nice push fit. If a bronze tube is to be installed, the recesses for the spigots on the end castings are now cut and the job is done.